
港口轮胎养护和管理
轮胎是港口机械的主要易损部件之一,长时间在高负荷、高扭矩的状况下作业,且不同作业场地、环境、作业机械的性能差异很大。港口轮胎价值高,又是易损件,因此正确使用轮胎,并对轮胎进行合理的维护和保养,可以最大程度地提升轮胎寿命,降低轮胎使用成本,提高经济效益,低碳环保。
一、 港口专用轮胎的搬运
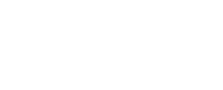
搬运轮胎时必须用宽幅纤维带(尼龙带)吊卸,不能使用一条绳索带,不能使用钢丝绳或有棱角的钓钩,不能用钩子钩胎圈部位。
吊装轮胎示意图
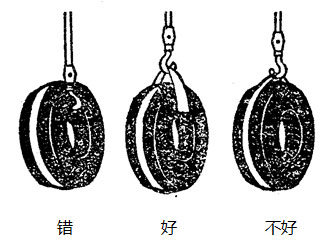
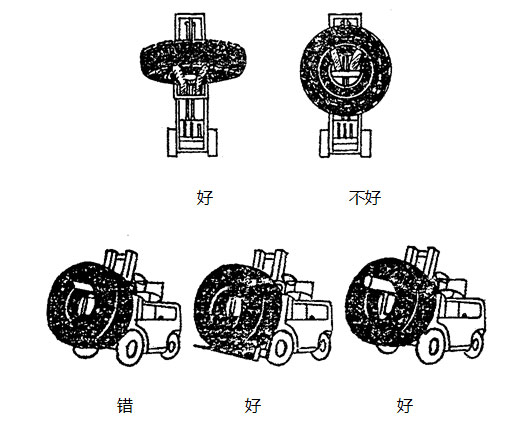
若用叉车搬运时,应从轮胎的外周缓慢托起,不得将叉子插入轮胎内径搬运,或使用一个至少直径6英寸的圆形叉子。
搬运轮胎示意图
二、港口专用轮胎的存放和保管
轮胎经验收后方可入库,存放时应按轮胎规格和类型分开存放,存放时避免重压、垛码、堆压、磕碰轮胎,应直立存放,并定期转动其支点防止轮胎变形和老化。
避免阳光直射、油、油脂、高温、潮湿以及产生臭氧的地点,以防止橡胶老化。
避免和强酸、强碱具有挥发腐蚀作用的物资放在一起。
不要在轮胎和轮辋附近从事电焊或加热工作
超二月停放的车辆必须架起(气压可充至标准气压的30%),使轮胎消除负荷,车辆重新启动前必须充至标准气压。
停放车辆二月内不能架起时,应使轮胎保持在规定的气压,每15日转动一次,以防止轮胎产生 永久变形而导致轮胎损坏。
三、港口专用轮胎的装卸
为了保证操作人员的人身安全和轮胎发挥最佳的效能,因此轮胎的拆装必须由具有一定经 验的人员进行操作。
安装轮辋工作流程
1、查看轮辋与轮胎规格是否匹配。
2、应检查轮辋是否有裂口,在任何情况下不能对有裂口破损的轮辋部件重新进行加工、焊接或加热。
3、应清除掉轮辋表面的铁锈,泥土和异物,特别是胎圈座和O型圈槽。
4、清理轮胎内部杂物。
5、在轮辋体上涂抹专用润滑剂后套入挡圈。
6、将轮胎套在轮辋体上。
7、放好座圈。
8、插入锥圈。
9、放入密封圈(密封圈为一次性,不得重复使用)。
10、锁好锁圈。
11、检查轮辋是否装正(可参照轮胎水线和轮缘的间距)
12、确保所有部件装配正确,如有问题与厂核实,配错的部件装上轮胎充气时 可能会爆飞。
轮胎充气工作流程
1、充气前,为确保所有部件都已合理到位,应进行复查。然后将轮胎放入安全护笼或其它保护装置。
2、轮胎充气时,充气人员应使用长度足够并带夹头的胶管为胎充气,并远离轮胎,不要站在轮辋部件可能飞出的位置。
3、轮胎充气完毕应检查气门嘴、气门芯、轮辋与轮胎接触部位及“O”型圈是否有缺陷,无问题后需停放24小时后重新检测轮胎气压,发现气压与充气时气压相差时,应检查装配是否有问题。若无问题补气后可投入正常使用。
4、轮胎运行过程中,每周需对轮胎气压进行检测,低于标准气压的1.1倍时(此时测得的气压为热态气压),应停车降温,测量轮胎冷态气压,发现不足时需补气至标准气压后运行。禁止在轮胎热态时补气。
5、若轮胎运行中气压降低幅度过大,需对轮胎漏气原因进行检查,未发现问题后可待轮胎冷却后补至标准气压后投入运行。
拆卸轮辋工作流程
1、应确保卸下气门嘴芯,以便放出轮胎内所有空气。对于并装使用的轮胎应卸下两个气门嘴芯,以便放出两条轮胎内的所有空气。
2、在拆下任何轮辋部件时,应把单个轮胎或并装使用的轮胎进行放气。
3、按照安装轮辋的相反顺序,拆卸轮辋各部件。
4、轮辋拆下后应进行清理并喷漆,以避免对轮辋的腐蚀。
四、港口专用轮胎的日常维护保养
充气压力
1、 气压是轮胎的生命,充气时应确保正确的充气压力,并对气压进行定期检查,特别是并装轮胎的内档胎气压。只有正确的充气压力才能保证胎体曲挠适度,从而保证轮胎的胎体强度和刚性以及胎圈的强度,使轮胎有良好的承载力和侧向稳定性。因此,充气过高或过低都会造成轮胎早期损坏,缩短轮胎寿命。
2、 检查气压时要戴安全帽和防护眼镜,检查气压时面部不要正对气门咀,由于胎内压力较大,在测压时气压冲出灰尘和砂子及水气等,伤害眼睛和面部,测完气压后,用肥皂水或手感是否漏气,然后安上防尘帽。
3、 当双胎并装时,气门嘴必须错开,不要在同一轮辋孔中引出,以便于加气和测量气压,内档胎气门嘴有的要加延长管,以便测量内档胎气压和加气。
车速
为了在高效、安全、经济的条件下使用作业机械和轮胎,必须要在适当的速度范围内驾驶车辆,避免急刹车、急转弯,否则易造成轮胎损坏。
负荷
技术参数中推荐了在不同作业速度下,使用每一种规格轮胎所承受的最大负荷。为更好的使用轮胎,不应超出所推荐的最大负荷。若作业负荷超出所规定的轮胎负荷,应考虑使用较高层级的轮胎。
并装轮胎的匹配
对于双胎并装轮胎,如果匹配不当,会造成负荷分配不均。为防止这种现象,应避免不同厂牌、不同花纹以及外径相差较大的轮胎并装在一起。对于并装双胎,决不允许通过调整充气压力 来解决轮胎直径的差距。
轮胎换位
用于正面吊、叉车前轮的轮胎,由于工作特性及场地的限制,花纹会出现偏磨现象,这是车辆特性所致。为了延长轮胎寿命,车辆每运行1000小时,须将轮胎倒换方向,否则,超出这一范围即使倒向,由于两边花纹深度相差过大而 造成轮胎受力不均,导致轮胎花纹深的一侧起鼓损坏,这样倒向既费时、费力而且会缩短轮胎使用寿命,所以建议无条件单位在此情况下前轮不要倒位。
此处加入轮位更换示意图。
五、常见问题及应对措施
常见问题 | 原因 | 措施 |
轮缘处漏气 | 拆装过程中胎口受损 | 拆下轮胎,对胎口损坏处进行修补 |
密封圈漏气 | 重复使用密封圈或安装不良 | 更换密封圈 |
气门嘴漏气 | 气门芯处有杂质或气门芯损坏 | 反复按压气门芯,将杂质排出;更换气门芯 |
工艺孔排气 | 排出轮胎行驶过程中,胎体产生的热量 | 不是漏气,继续使用 |
快速磨损 | 场地粗糙 | 改善路面状况 |
起鼓(小于10cm) | 轮胎制造过程中胶料间、布层间粘接不良 | 可采用手锥顺着轮胎圆周方向将鼓包内 气体排出,鼓包消失后继续使用(勿扎 破帘布) |
24小时服务热线 |
关注公众号 |
 地址:山东省青岛市福州南路87号福林大厦22楼
地址:山东省青岛市福州南路87号福林大厦22楼 电话:0532-85784112
电话:0532-85784112 传真:0532-85784260
传真:0532-85784260